ETFE滚涂加工技术
滚涂衬里特点是只适用于形状较规则的内表面,膜厚可达2~5mm,适用于重防腐,能够更有效地防止腐蚀性液体和气体的渗透。
ETFE滚涂基本工艺流程如图所示

因涂层主要通过工件由外向里间接传热,而粉末涂层又较厚,为利于传热,需堆积密度大,粒径大,颗粒形状近似球形,粒径小于30μm部分少于1%,以使粉末流动性好,粒径太大则成型物的表明平滑性不好,因此优选粒径150~300μm。此外,ETFE粉末熔融以后完全依赖旋转时自身的质量在工件内表面均匀流平,因此熔融指数需要尽可能大,但是熔融指数太大又会因分子质量下降而导致力学性能降低,因此优选熔融指15~35g/10min。
预热、熔融、冷却温度和时间条件根据加工部件、炉子以及冷却条件的选择而改变。对于加工衬里厚度为2.3mm的情况,选择条件如下:
预热:250℃,5min;熔融:288℃,60min;冷却:环境温度。
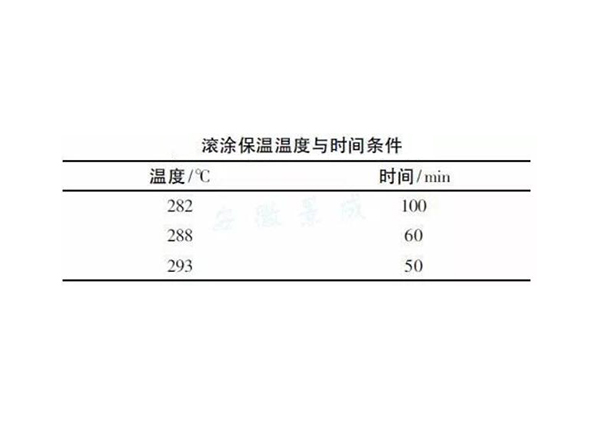
其中熔融温度可以在一定范围内变化,例如稍微提高温度,可以缩短时间,降低温度则需要适当延长时间。
ETFE旋转成型采用的主轴和次轴转速与其他传统聚合物旋转成型相同。箱式部件、三通、圆柱状管部件、膨胀节等采用主轴8r/min,次轴9r/min;球体或椭球体采用主轴8r/min,次轴10r/min。采用上述旋转条件就能将粉末分散均匀并熔融成均一厚度的衬里。




 微信号
微信号